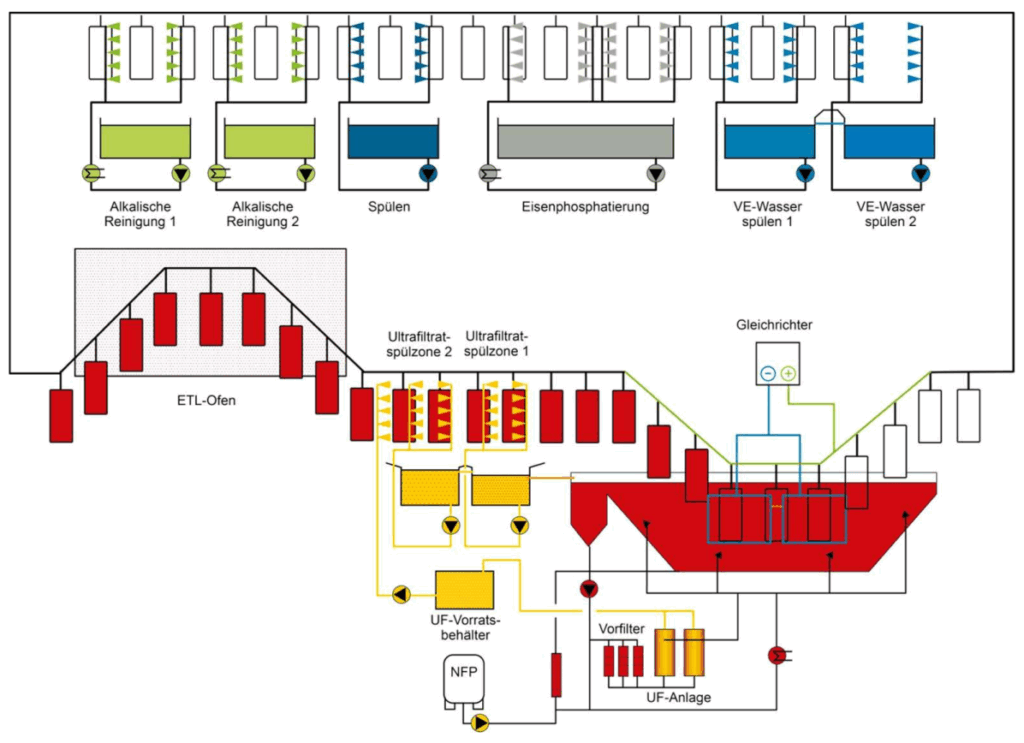
Alkalische Reinigung
Entfernung von Ölen, Fetten, Staub und anderen organischen Verunreinigungen von der Werkstückoberfläche. Dies kann durch alkalische, saure oder neutrale Reiniger in Spritz- oder Tauchverfahren erfolgen.
1 von 6Phosphatierung/Passivierung
Phosphatierung: Erzeugt eine mikrokristalline Phosphatschicht auf der Oberfläche, die als idealer Haftgrund für den Lack dient und den Korrosionsschutz deutlich verbessert.
Passivierung: Bei einigen Metallen (z.B. Aluminium) wird eine Passivierungsschicht erzeugt, um die Korrosionsbeständigkeit zu erhöhen und die Lackhaftung zu verbessern.
2 von 6Nachspülen
Ein letztes Spülen mit demineralisiertem Wasser entfernt alle verbliebenen Chemikalien und Mineralsalze, die die Qualität des Lackfilms beeinträchtigen könnten.
3 von 6Eintauchen
Die vorbehandelten Werkstücke werden in das Tauchbecken eingetaucht. Sie sind elektrisch leitfähig und werden an einen der beiden Pole einer Gleichspannungsquelle angeschlossen (Kathode bei kathodischer ETL, Anode bei anodischer ETL). Die Schichtdicke wird durch die angelegte Spannung, die Tauchzeit und die Leitfähigkeit des Bades beeinflusst.
4 von 6Ultrafiltratspülung
Nach dem Tauchlackieren werden die Werkstücke in der Regel mit Ultrafiltrat aus dem Tauchbecken gespült. Dies dient dazu, überschüssiges Lackmaterial abzuspülen und in den Prozess zurückzuführen, was die Wirtschaftlichkeit und Umweltfreundlichkeit auf nahezu 98% erhöht.
5 von 6Einbrennen
Der abgeschiedene Lackfilm ist noch nicht vollständig ausgehärtet und muss durch Erhitzen vernetzt werden, um seine endgültigen Eigenschaften zu erhalten. Dieser Schritt erfolgt in einem Trockenofen.
6 von 6